



SimCNC unterstützt den Laser in dreifacher Hinsicht (synchrone Ausgaben):
1. Gravieren mit der in simCNC integrierten CAM-Software – bei dieser Variante sollte statt einer D-Code-Datei ein Bild geladen werden.
Nach dem Laden des Bildes erscheint die Oberfläche der integrierten Mini-CAM-Software:
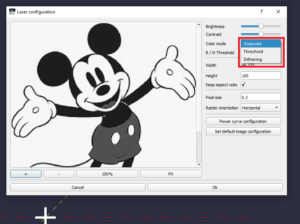
Die integrierte CAM-Software verwendet drei (3) Betriebsmodi, die oben im roten Kasten dargestellt sind.
Jeder dieser Modi verwendet einen Analogausgang von 0-10 V.
Es ist sogar möglich, die Laserleistung in Bezug auf die Spannung zu skalieren.
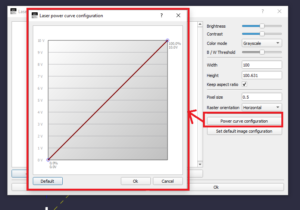
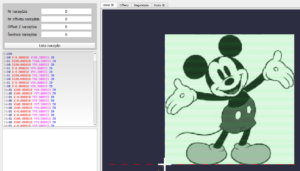
Nach dem Drücken der Schaltfläche „OK“ generiert simCNC eine Leistungskarte für den Laser und einen G-Code, der den Kopf bewegt.
2. Gravieren mit „S“-Befehl (aus der G-Code-Ebene) und externer CAM-Software
Als Beispielsoftware können wir die Software VCarve Pro empfehlen. Für diese Software haben wir einen Postprozessor und zwei Makros M13 und M15 entwickelt https://en.cs-lab.eu/wp-content/uploads/2021/11/simcnc_laser.zip
Makros müssen zu simCNC hinzugefügt werden, damit es den analogen Lasersteuerungsmodus aktivieren kann. Diese Makros werden automatisch aus der G-Code-Ebene aufgerufen, sodass man außer dem Hinzuzufügen zum Ordner „Skripte“ des eigenen Profils nichts weiter tun muss. Wie bereits erwähnt, wird der Laser von einem Analogsignal von 0-10 V gesteuert, was erfordert, dass die analoge Ausgangsnummer in den simCNC-Einstellungen, Registerkarte „Spezielle I / O“ konfiguriert wird. Hier handelt es sich um „Laser Analog“, bei der zwei Analogausgängen von 0-10 V zur Auswahl stehen (mehr im Abschnitt Postprozessoren >>).
Das M13-Makro schaltet den Lasermodus ein (G-Code am Anfang einfügen) und das M15-Makro schaltet den Lasermodus aus (G-Code am Ende einfügen). Die Leistung wird mit dem „S“-Befehl aus der G-Code-Ebene gesteuert, wobei der S0-Befehl 0 % Leistung und der S100-Befehl 100 % Leistung bedeutet. Das Ändern der Laserleistung mit dem „S“-Befehl erfolgt synchron zur Trajektorie und kann mit sehr hoher Frequenz erfolgen. In diesem Modus wird wie im vorherigen der analoge Ausgang 0-10 V verwendet, um die Laserleistung zu steuern ( 1 % = 0.1 V).
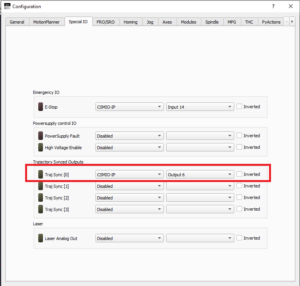
3. Mit den Befehlen „M62 Px“ und „M63 Px“ (aus der G-Code-Ebene), d.h. mittels 24V-Digitalausgängen synchron zur Bewegungstrajektorie.
Der Befehl M62 P0 schaltet den synchronen Ausgang Nummer 0 ein und der Befehl M63 P0 schaltet ihn aus. Nachfolgend finden Sie ein Beispiel für die Konfiguration des Digitalausgangs Nr. 7 als Synchronausgang Nr. 0.
Alle oben genannten Informationen werden in einer anderen Anleitung ausführlicher behandelt.
[Quelle:] Der Text wurde von der Abteilung Technischer Support von CS-Lab für CSMIO/IP-Benutzer erstellt.
